





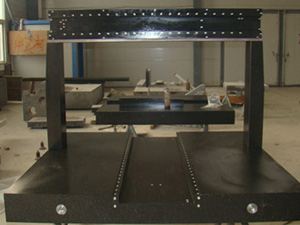
重型铸铁平台的铸造工艺
重型铸铁平台的铸造工艺常用的是砂型铸造,砂型铸造又能够分为粘土砂型、有机粘结剂砂型、树脂自硬砂型、消失模等等,重型铸铁平台优先选用树脂自硬砂型铸造出产的铸件可重达几十吨。
重型铸铁平台的铸造工艺步骤:
1.选择适宜的模型材料:采用共聚泡沫型材料,由于共聚物是拉链式分解,一次性气化程度高,液相比例小,小分子气体很容易从涂层溢出,白膜密度在强度和光洁度保证的前提下尽可能小一些,减少发气总量,浇注系统采用空心直浇道并加设过滤器,对金属液进行机械挡渣、吸附梳流,使冲型 平稳。
2.浇注系统及保温冒口的使用:内浇道的开设要利于合金的顺利平稳快速冲型,不形成死角区,在铸件的顶部设置大气压力保温冒口,集渣补缩与一体,相关部位设置随行隔砂冷铁,实现铸件的顺序凝固,把金属液内的气体、渣质进气化残留物快浮到冒口部位,减少气孔,渣孔,缩孔产生的几率。
3.提高涂料的透气性:耐火骨料的粒度要适宜,采用复合粘结剂悬浮剂,配制的涂料具有高低温强度好、耐磨损。意图刷、不开裂、排气能力强、透气性好、烧结均匀、开箱易脱落剥离,不与金属液润湿剂及化学反应,一般铸件涂刷两遍,涂层厚度2mm左右。
消失模涂料的质量管理 关键。在大量产生时,定期检查涂料的透气性,及时调整骨料的粒度。由于涂料的粘结剂、悬浮剂中含有机物质,夏秋季节 别应注意涂料的发酵酶变,合格的铸件离不开 的涂料,控制涂料是我质量不可轻心。
4.浇注温度要适宜:由于消失模的冲型过程中要放热气化泡沫,钢铁的浇注温度较砂型铸造高30-50℃金属液与泡沫的热作用受热浇注温度制约,浇注温度适宜热解充分,模样的热解产物主要呈小分子气态,在负压场的作用下容易排除型腔,当浇注温度低时,模样的解热不充分,液相残留物会堵塞涂料层,解热气体排除受阻,型腔内形成反压力,冲型流动性由此下降,再加上凝固速度快,液体附近的其渣来不及浮集到冒口内,生成气孔的几率增大,当然浇注温度要与冶炼的材料匹配,以避免因温度高或底而产生的其它铸造缺陷。
5.合理的浇注:铸件的 浇注位置是冲型时获得良好的气化条件及排气条件,便于气化除渣,选择立浇或斜浇,也即遵循测表面积 化的原则,浇注系统应具备档渣集气及补缩功能。
6.合理的浇注工艺和负压度:消失模的浇注工艺师以充满浇杯封闭直浇口为原则,如果浇注稳定中间的速度忽快忽慢,会使冲型造成剧烈的紊乱并在型腔内剧烈沸腾,将来不及气化的泡沫包在合金液体内形成气孔, 别不允许暴露直浇道使渣、气浸入,理想的浇注速度是金属液的冲型速度等于或略小于模型的气话速度。
重型铸铁平台优先选用树脂自硬砂型铸造的 点;
1、由于采用了遇金属液即气化的泡沫塑料模样,无需起模,无分型面,无型芯,因而无飞边毛刺,铸铁平台铸件的尺寸精度和表面粗糙度接近熔模铸造,但尺寸却可大于熔模铸造。
2、各种形状复杂铸铁平台铸件的模样均可采用泡沫塑料模粘合,成形为整体,减少了加工装配时间,可降低铸件成本10%~30%,也为铸件结构设计提供充分的自由度。
3、简化了铸铁平台铸件生产工序,缩短了生产周期,使造型效率比砂型铸造提高2-5倍。
缺点:铸铁平台http://www.hbtclj.com/铸造的模样只能使用一次,且泡沫塑料的密度小、强度低,模样易变形,影响铸件尺寸精度,浇铸时模样产生的气体污染环境。

