





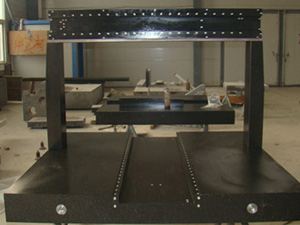
实型铸造工艺在铸铁平台铸件上的应用
铸铁平台主要用于检验工件误差的基准,材质高强度铸铁HT200-300,规格100*100----3000*6000mm不等,采用实型铸造工艺铸造,精度按照 标准计量检定规程执行分别为0、1、2、3四个等级,在机械制造过程中起着至关重要的作用它是每个工件出厂前检验的 基本基准工具。
铸铁平台的实型铸造工艺:
1、合理的工艺:操作者要严格按工艺过程进行操作,历求铸铁平台铸件结构使模样制造简单方便,使分型面数目少,具有拔模斜度,砂芯数量要少,有合理的壁厚,连接处要有过渡。选择合理的浇注系统,使量具铸件顺序凝固,以得到组织均匀的量具铸件。
2、合箱:合箱是一个不可忽视的重要环节,铸铁平台铸型表面的浮砂要清理干净,按印记对合,注意错箱量,是减少量具铸件偏箱的重要手段。
3、下芯:下芯时要平稳,清理浮砂。砂芯的位置要放置好以防偏芯的产生。
4、烘干:对于干模造型烘干工艺,要按操作规程进行操作,烘干时间为8h以上,以防因烘干不透而造成砂、气孔等缺陷。
5、对铸铁平台消失模涂模时注意:
(1):涂料要求:采用水基石墨涂料,其波美度为60-70之间,涂刷时在温室内,烘干前严禁搬动,以防止变形。
(2)刷涂要求:涂料搅拌均匀,刷涂时严谨露白。
(3)涂层烘干:涂料供干后要有足够的强度,在50-60℃的烘干24h。
铸铁平台http://www.hbtclj.com/实型铸造的 点:
1、由于采用了遇金属液即气化的泡沫塑料模样,无需起模,无分型面,无型芯,因而无飞边毛刺,铸件的尺寸精度和表面粗糙度接近熔模铸造,但尺寸却可大于熔模铸造。
2、各种形状复杂铸件的模样均可采用泡沫塑料模粘合,成形为整体,减少了加工装配时间,可降低铸件成本10%~30%,也为铸件结构设计提供充分的自由度。
3、简化了铸件生产工序,缩短了生产周期,使造型效率比砂型铸造提高2~5倍。
4、缺点:实型铸造的模样只能使用一次,且泡沫塑料的密度小、强度低,模样易变形,影响铸件尺寸精度。浇铸时模样产生的气体污染环境。
铸铁平台GB/T22095-2008是用于工件检测或划线的平面基准器具。 铸铁平台用途比较 ,应用于机械制造、化工、五金、航空航天、石油、汽车制造、仪器仪表制造等行业。

