





铸铁平板规格、级别、精度计算公式
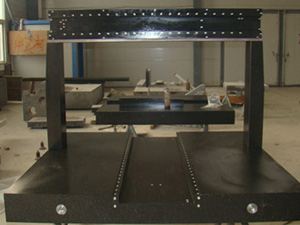
铸铁平板按国标GB/T22095-2008标准制造,具有设计合理,结构稳定,精密度高,耐磨损等 点,可实现3000mm-6000mm的平板拼接,是通过刮制或研磨制成,是用于工件检测或划线的平面基准器具。铸铁平板用途比较 ,应用于机械制造、化工、五金、航空航天、石油、汽车制造、仪器仪表制造等行业。
铸铁平板精度计算公式:
0级:4×(1+d/1000)
1级:8×(1+d/1000)
2级:16×(1+d/1000)
3级:40×(1+d/1000)
式中:d——平板工作面对角线长度,mm.距工作面边缘0.02a( 为20mm范围内平面度公差不计,且任意一点都不得高于工作面。
铸铁平板技术要求:
1、厚度要求:主要包括平台上工作面厚度,侧围厚度和高度,以及底面筋板的厚度、高度和密度。
2、材质要求:高强度铸铁HT200-300,硬度:HB170-240。
3、人工退火:在回火窑经过600-700度高温退火时效处理。
4、铸铁平板工作面不得有严重影响外观和使用性能有砂孔、气孔、裂纹、夹渣、缩松、划痕、碰伤、锈点等缺陷。
5、铸铁平板的铸造表面应清除型砂且平整,涂漆牢固。
6、精度等级为0级~3级的铸铁平板工作面上,直径小于15mm的砂孔允许用相同的材料堵塞,其硬度应小于同围材料的硬度。工作面堵塞的砂孔应不多于4个。且砂孔之间的距离应不小于80mm。
7、铸铁平板应采用 细密的灰口铸铁或合金铸铁等材料制造,其工作面硬度应为170~220HB。
8、铸铁平板工作面通常应用采用刮削加工艺。对采用刮削加工期的3级平板工作面,其表面粗糙度Ra的 允许值为5чm。
9、铸铁平板工作面采用刮削工艺应进行涂色对研检验。对研后显示的接触点面积的比率见表3的规定,或者按25mm×25mm中的接触点数之差应不大于5点。若有争议,按接触点面积的比率为评定依据。
铸铁平板常用规格http://www.hbtclj.com/参考:规格精度等级μm规格精度等级μm
0级1级2级3级精刨0级1级2级3级精刨
100×1004826 2500×2500 72180270
200×10051020 3000×1000 168248
200×20051020 3000×1500 174154
300×20061224 3000×2000 184275
300×30061224 3000×2500 186276
400×30061224 3000×3000 210300
400×40061224 4000×1000 210300
500×30061224 4000×1500 210300
500×50071428 4000×2000 219310
600×40071428 4000×2500 228340
600×50071428 4000×3000 240360
800×5008163280 5000×1500 249370
800×6008163280 5000×2000 255375
900×6008163280 5000×2500 264390
1000×7509183690 5000×3000 287420
1000×100010203996 6000×1500 287420
1200×1000 203996 6000×2000 293430
1500×1000 2448120 6000×2500 300450
1500×1500 2550125 6000×3000 308460
2000×1000 2652129 8000×1500 366500
2000×1500 56140 8000×2000 370520
2000×2000 601522308000×2500 375530
2500×1500 641522308000×3000 382570
2500×2000 68168248
1、表中数值均按标准温度20℃给定。2、表中公式公式中:d----平板工作面对角线长度、mm。3、距工作面边缘0.02a( 为20mm)范围内平面度公差不计,且任意一点都不得高于工作面。

